.png)
RULERS
a. Purpose
Used for
general measuring of length.
b. Classification
Classified
by length is a straight edged piece of material made of, either steel wood or
plastic, marked off in units of length.

SCRIBER
a. Purpose
Used to mark lines on metal surfaces.
b. Classification
Classified
by length.
c. Construction
It is made
of tool steel 4 .to 12 in Long and has two needle pointed ends. One end is bent
90° angle for reading and marking through holes.

COMBINATION SET
Combination set consist of four
component parts.

a. Blade
or Rule.
Blade is
made of tool steel. Graduated in inch and metric scales. The central groove
along its entire length accommodates the clamping screw.
b. Square
Head.
This head
attachment has two working surfaces on at 90° and other at 45° to the assembled
Rule. This enables the tool to be used as a square or height gauge scriber and
spirit level is housed in the head.

protractor head

Center Head.
This is used to find the center
of shafts or other cylindrical work.

Fitters Square
(1) Purpose
Used for
setting out line at right angle for checking right angular work for accuracy.
(2) Classification
By length of the blade material
- High Carbon steel hardened and tempered.

CALIPERS
Used in conjunction with a rule or other measuring
instrument.
a. Purpose
Used for measuring diameters and distances or
for comparing distances and sizes.
b. Classification
By length of legs and types.
c. Material
Made of high carbon steel hardened and tempered.
|
" |
d. Types
Inside Caliper

Out Side Caliper
Are used for measuring out-side
dimensions diameter of a piece of round stock.

Hermaphrodite
(Odd-Leg or Jenny) Caliper
Used for,
scribing arcs on a surface from an edge and to find approximate center of a round
bar. It should not be used for precision measurement.

VEE-BLOCK.
a. Purpose
Used to
support work on a surface plate and v - grooves to hold circular items (Round
tubes or bars) during drilling and other machine process.
b. Classification.
By the
maximum diameter of the work that the V - can support.
c. Construction.
Made of
Cast Iron or mild steel case hardened. Made in pairs with same number marking
stamped on both blocks.


PRECISION INSTRUMENTS.
INTRODUCTION.
Precision
Instruments are those measuring tools, which are guaranteed for their accuracy
or exactness for measuring minute distance and angles.
In
practical it is not possible to make a machine part to an exact dimension.
There is always an error, however, small it may be. The permissible extent of
this error is indicated by the job in hand. Thus, to measure the pitch of
rivets with a rule is a recognized practice as an error of say 1/64 of an inch,
is not of great importance. To measure a ball race housing with a rule however,
would be out of question, as it is quite impossible to obtain the required
accuracy, since the permissible error is allowed in thousandths of an inch.
It
is not possible to measure 0.001" (one thousandths of an inch) with a rule
because of the limitations of our eyesight. To divide a distance of one inch on
an instrument scale into 1000 part is possible, and some method of magnifying
the graduation must be resorted to. This is achieved by the use of precision
instruments.
MATERIAL.
All the precision instruments are made of alloy steel, generally
"INVAR STEEL".
VERNIER
CALIPERS.
INTRODUCTION
These
are a form of sliding calipers with a vernier scale to read 0.001 inch or
0.02mm, they give inside as well as outside measurements and have a much
greater range than micrometers. They frequently have small 'target points' for
setting dividers accurately. Both English and Metric scales may be incorporated
in the same instrument.
PARTS
OF A VERNIER CALIPERS
The Vernier calipers consists of a L-shaped
frame and a movable jaw. The L-shaped frame consists of a bar which shows the
main scale graduations and fixed (integral) jaw. The movable jaw which slides
along the bar consists of the Vernier scale. Adjustments for size are made by
means of an adjusting nut. Readings may be locked by means of the locking
screws. The following are the main parts
of a Vernier caliper: -
a. Main Scale
b. Depth Rod
c. Thumb Screw
d. Upper jaws
e. Vernier Scale
f. Locking Screws
g. Lower jaws

VERNIER CALIPER - ENGLISH
SYSTEM
24/25 System.
The main scale is graduated in inches and tenths, each tenth being
numbered and sub-divided into four equal parts (0.025 inch). The Vernier scale
on the sliding jaws is formed by taking a length of twenty-four main
sub-divisions (24 x 0.025 inch = 0.6 inch) and dividing it into 25 equal parts
(0.6 inch / 25 = 0.024"). The difference between one main scale
sub-division (0.025") and one Vernier scale division (0.024") is
clearly 0.001". In other words we can say the difference between 1MSD - 1VSD
= 0.001". So the accuracy of Vernier calipers is 0.001 ".
49/50 System
The main scale is graduated in inches and tenths, each tenth being
numbered and sub-divided into two parts (0.050"). The Vernier scale is
formed by taking a length of forty-nine main scale sub-divisions (49 x 0.050 =
2.450") and dividing it into 50 equal parts) 2.450 / 50 = 0.049").
The difference between one main scale sub-division 0.050" and one Vernier
scale division (0.049") is clearly 0.001 ". So the accuracy of
Vernier caliper is 0.001".
49/25 System
In this system the main scale is graduated in inches and tenths and each
tenth being sub-divided into 4 equal parts (0.025"). The Vernier scale on
the sliding jaw is formed by taking a length of forty-nine main scale
sub-divisions, (49 x 0.025" = 1.225") and dividing into 25 equal
parts (1.225"/25 = 0.049"). Difference between two MSD (0.050")
and one VSD (0.049") is 0.001". So the accuracy of Vernier caliper is
0.001 ".
VERNIER
CALIPERS METRIC SYSTEM
24/25
System In this system the main scale is
graduated in millimeters and half millimeters. Vernier scale is formed by
taking a length of 24 main scale sub-divisions (24 x .5 mm = 12 mm) and divided
into 25 equal parts (12/25 =0.48). The difference between one main scale sub-division
(0.5 mm) and one Vernier scale division (0.48 mm) is clearly 0.2 mm.
49/50
System The main scale is graduated in
millimeters, each tenth division being numbered 0, 1, 2, 3, etc. centimeters
(10 Millimeters = 1 cm). The Vernier scale is formed by taking a length of 49
division (49 x 1 =49 mm) and dividing in into fifty equal parts (49/50 = 0.98
mm). The difference between one main scale divisions (1 mm) and one Vernier
scale division (0.98 mm) is clearly 0.02 mm. This is the accuracy of 49/50 system
metric Vernier caliper.
The Vernier scale has each fifth division is
numbered 0,1,2,3, etc (5 x 0.02 = 0.1 mm) indicating 0.1 of a millimeter.
49/25 System
In this system the main scale is graduated in millimeters and half
millimeters the Vernier scale is formed by taking 49 main scale divisions (49 x
0.5 = 24.5 mm) and dividing it into 25 equal parts (24.5/25 = 0.98 mm). The
difference between two main scale divisions and one Vernier scale division (0.5
x 2 = 1 - 0.98) is equal to 0.02 mm. This is the accuracy of Vernier caliper.
METHOD
OF USING AND READING VERNIER CALIPER
To ensure the outside diameter of a rod,
bring the rod between the jaws, slide the assembly until the jaws contract the
rod slightly. Lock the clamping screw and make the final adjustment with the
fine adjusting nut. The jaws must engage the rod firmly but not tightly. Lock
the assembly, remove it from the rod carefully and read the 'V' Caliper.
To read the Vernier Caliper, note the
measurement indicated by: -
a. The
number of whole inches Inches.
b. The
number of extra tenths tenths
c. The
number of extra subdivisions Fortieths
d. On the
Venire scale the value of the line
on the Vernier scale that coincides with any number on the main scale Thousands.
Other
Venire exists, graduated on 49/50 system (English and metric). These are read
in a similar way to accuracy of 0.001" and 0.02 mm.
CHECKING
VERNIER CALIPERS FOR ACCURACY
Close the jaws. The Zero reading of the
Venire scale should coincide with the Zero reading of the main scale. It can
also be checked for accuracy by measuring a standard test piece.
Venire Calipers Reading (English)
|
Accurate
reading |
a. The
number of whole inches = 1.000"
b. The
number of extra tenths = 0.000"
c. The number of extra subdivisions = (1 x
.050) = 0.050"
d. On the Vernier Scale = 17 x 0.001" =
0.017"
Total Reading =
1.067"
ADVANTAGES OF VERNIER CALIPERS OVER MICROMETER.
There are following advantages of Vernier Calipers over Micrometer: -
a. Venire calipers give
inside as well as outside measurements and have a much greater range than a
micrometer.
b.
Venire calipers frequently have small target points
for setting dividers accurately. Micrometers do not have such provisions.
c. Both English and metric
scales may be incorporated in the same instrument whereas micrometers have only one system in the instrument.
DIGITAL
AND DIAL VERNIER CALIPERS
The digital dernier caliper can make accurate outside diameter, inside
diameter, step and depth measurements because it is easier to read. Dial
calipers are manufactured in inch and metric standards are available. A dial
indicator, the hand of which is attached to a pinion, is mounted on the sliding
jaw. For the metric dial caliper one revolution of the hand represents 2mm of
travel; one revolution on the inch caliper may represents 0.100 or 0.200 inch
of travel, depending upon the manufacturer. Most direct reading calipers have a
narrow sliding blade attached to the sliding jaw. This narrow blade permits the
dial caliper to be used as an efficient and accurate depth gauge.
The digital electronic caliper can provide readings to a resolution of
0.0005 inch or 0.01 mm at the touch of a button. It is of rugged construction
with a rack and pinion, or glass scale. The digital electronic caliper can make
inch or metric outside diameter, inside diameter, step and depth measurements.

2.6.12 MICROMETER
Micrometer is most commonly used
precision instrument. It is used to measure the length and diameters
accurately. It is also known as micrometer caliper or screw gauge.
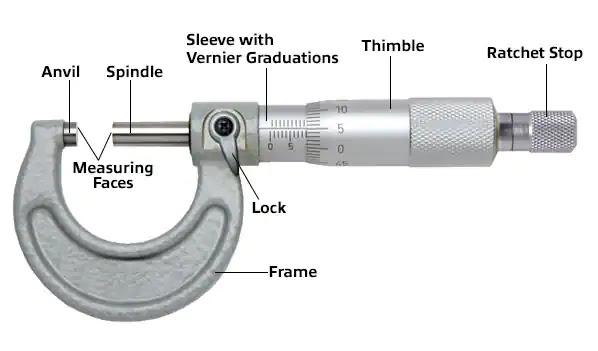
2.6.13 CONSTRUCTION
It consists of a U-frame, anvil, barrel and thimble. Anvil is fixed at
one end of U-frame and a nut at another end. Spindle consisting of a fine screw
moves in the nut and it is co-axial to anvil. The main parts of a micrometer
are mentioned below.
a. U-Shaped frame.
b. Anvil
c. Spindle
d. Lock nut
e. Barrel
f. Thimble
g. Ratchet Stop
PRINCIPLE OF MICROMETER
If we know how far forward a screw moves for every complete turn given,
(i.e. its lead) together with number of turns it makes, we can calculate the
total distance it moves. This is the principle of the micrometer.
TYPES OF MICROMETER
English Micrometer. The main scale on the barrel is divided into ten
equal parts, each part representing 1/10". Each 1/10" of an inch is
further sub-divided into four equal parts, this is therefore each small
division on the "datum" line on the barrel is 1/40" or
0.025". This is the lead of English micrometer. The scale on the thimble
rotates through one division of this scale, which causes the spindle to move a
distance of 1/25 of 0.025" i.e. 0.001 ".
While reading a micrometer, it is necessary to remember that each main
division is numbered on the barrel to 1/10" or 0.1", each
sub-division is equal to 1/40" or 0.025" & each graduation on the
spindle is equal to 1/1000" or 0.001".
Tenths of an inch is given by the barrel. Fortieths of an inch is also given by the barrel. Thousandths of an inch is given by thimble. The following points must be considered while taking the reading with the help of an English micrometer.
Larger micrometers however, are also used, but this while having larger
frames still only permit 1" movement of the spindle. It is clear,
therefore, that in every case the zero reading of the micrometer must be added
to the reading on the barrel and thimble. For example, with 3 inches to 4
inches micrometer 3 inch must be added to reading, and so on.
If no division of the thimble exactly coincides with the line of the
barrel the nearest division is taken.
Thickness of graduation. All
graduated lines on micrometer shall be clearly made and shall have width of not
less than 0.006" and not more than 0.008".
METHOD OF USING
ENGLISH MICROMETER.
Keep the anvil and spindle end clean. Hold the micrometer truly square
with the job. Turn the spindle by the ratchet stud only. This ensures that the
same grip is taken for each measurement. Lock the micrometer after it is set,
before handing over to another person.
TESTING EXTERNAL
MICROMETER FOR ACCURACY.
Always test a strange micrometer for correctness of zero setting. To do
this, screw the spindle down onto the anvil till the ratchet slips (in case of
zero to one inch size only). The reading should be 0.000". If incorrect,
the Micrometer must be reset. For the larger micrometer test pieces are
provided exactly 1 inch, 2 inch, 3 inch etc., which are measured between the
anvil and spindle. The micrometer scale should again read 0.000".
ADJUSTMENT
OF MICROMETER.
The method of adjustment of the zero setting may be by rotating the
barrel on the frame by using a 'c" spanner, or by adjusting the spindle on
the thimble, or by adjusting the anvil on the frame. Play in the spindle is
taken up by adjusting a nut at the thimble end of the barrel. This nut is
covered by the thimble.
Error. The
following error may be found on micrometer: -
a. Minus Error. If
the zero of the thimble crosses the datum line, it is to be added in the
measurement.
b. Plus Error. If
the zero of the thimble is below the datum line, it is to be subtracted from
the measurement.
"A" GRADE
MICROMETER.
In
this micrometer an additional Vernier marking is used on the barrel. In case of
non- agreement of the main division, the line on the Vernier divisions agreeing
shows the extra ten thousands. Vernier scale consists of ten equal divisions
whose total length is equal to nine divisions on the thimble. Therefore each
Vernier scale division is equal to 9/10 of a thimble division a difference of
0.0001 ".
Care
and Maintenance.
The period a micrometer remains accurate depends upon the care with
which it is handled.
The majority of precision instruments are supplied in cases and it is
most essential that these instruments be replaced in their cases immediately
after use. If the instruments are not in continuous use, it is desirable to
coat them lightly with rust preventive or wrap them in greaseproof paper. All
working surfaces, slides, screws etc., should be given a few drops of thin
lubricating oil to prevent rust occurring and to reduce friction between the
working surfaces. Do not fiddle with the mechanism for adjustments if thorough
knowledge is not available. Do not over strain the adjustable nuts except for
rectifying the initial error and removing thread play.
METRIC MICROMETER.
The
micrometer reads to one-hundredths (0.01) of a millimeter. One complete turn of
the thimble gives a travel of 0.5 mm; the barrel graduations are in millimeters
and half millimeters on the barrel scale, each 0.5 mm being numbered and the
thimble is divided into fifty equal division representing one-fiftieth of 0.5
mm or 0.01 mm.
The
measurement is indicated as millimeters and half millimeters on the barrel
scale, plus hundredths of a millimeter on the thimble (for example, 8.5 on
barrel scale plus 31 on thimble scale represents 8.81 mm). The range of a
metric micrometer is 25 mm. sizes are 0 to 25, 25 to 50, 50 to 75, 75 to 100
etc.
INTERNAL
ENGLISH MICROMETER.
The
micrometer used for measuring internal dimensions is similar in principle to
external type, but usually has 1/2 in. micrometer adjustment only. The internal
micrometer consists of a micrometer head and different lengths of detachable
extension rods, which enable the instrument to be used for a range of sizes
e.g. 2 in. to 12 in. The extension rods are provided with a collar and when
fitting a rod the collar must butt against the flange and the micrometer head.
The
following table will give different sizes without collar and with collar of
1/2" in conjunction with micrometer head and extension rod, i.e. a set of
2" to 12".
|
Sl. No. |
Size of the Extension
Rods |
Without Collar |
With Collar. |
|
1. |
2"-3" |
2"-21/2" |
21/2"-3" |
|
2. |
3" - 4" |
3" - 3 1/2" |
3 1/2" - 4" |
|
3. |
4"-5" |
4"-41/2" |
41/2"-5" |
|
4. |
5" - 6" |
5" - 5 1/2" |
5 1/2" - 6" |
|
5. |
6" - 7" |
6" - 6 1/2" |
6 1/2" - 7" |
|
6. |
7" - 8" |
7" - 7 1/2" |
7 1/2" - 8" |
|
7. |
8" - 9" |
8" - 8 1/2" |
8 1/2" - 9" |
|
8. |
9" - 10" |
9" - 9 1/2" |
9 1/2" - 10" |
|
9. |
10" -11" |
10"-101/2" |
101/2" -11" |
|
10. |
11"-12" |
11"-111/2" |
111/2"-12" |
INTERNAL METRIC MICROMETER
It
is similar to English internal micrometer in principle and construction. The
range of this micrometer is 15 mm only. Even though the range of the instrument
is 15 mm, extension rods are provided which make the instrument applicable over
a wide range of sizes.
The
following table will give different sizes without collar and with collar of 10
mm in conjunction with micrometer head and extension rod, i.e. set of 50 to 300
mm.
|
Sl. No. |
Size of Extension Rod |
Without Collar |
With Collar |
||
|
Minimum |
Maximum |
Minimum |
Maximum |
||
|
1. |
50- 75 mm |
50 mm |
65 mm |
60 mm |
75 mm |
|
2. |
75-100mm |
75mm |
90mm |
85mm |
100mm |
|
3. |
100-125 mm |
100 mm |
115 mm |
110 mm |
125 mm |
|
4. |
125-150 mm |
125 mm |
140 mm |
135 mm |
150 mm |
|
5. |
150-175 mm |
150 mm |
165 mm |
160 mm |
175 mm |
|
6. |
175-200mm |
175mm |
190mm |
185mm |
200mm |
|
7. |
200-225 mm |
200 mm |
225 mm |
210 mm |
225 mm |
|
8. |
225-250 mm |
225 mm |
240 mm |
235 mm |
250 mm |
|
9. |
250-300 mm |
250 mm |
265 mm |
260 mm |
275 mm |
|
10. |
275-300 mm |
275 mm |
290 mm |
285 mm |
300 mm |
Note.
The marked length on the extension rod includes the length of the head.
SPECIAL PRECISION INSTRUMENTS
a. Mercer Gauge (Sabito Or Cylinder
Gauge)
It is used for measuring the amount
of ovality or machining error in the cylinders, bores and similar works.
b. Construction.
The gauge consists of a T-shaped head or anvil in which a plunger
controlled by a spring, can be moved laterally. Inserted in each end of the
plunger are spindles, one of which has a ball point and is located by means of
a knurled nut, and the other is movable and controlled by a light spring acting
upon a collar which gives it a sensitive action. This ensures that internal
measurements are taken across the diameter and not across a chord of a circle
within the range of the instrument.
Mounted at right angles on the plunger is a long hollow Stem in which a
rod extends throughout its length. The lower end of this rod bears against one
end of a small curved rod and the upper end provides a point of contact for a
dial indicator. The curved rod embraces an arc of approximately 90° and is
controlled by a curved slide. The lower end of this rod bears against the inner
end of the movable spindle. These three components are maintained in contact
with each other by spring pressure, so that the movement is free from backlash
and sliding contacts which may give rise to errors as wear takes place. Any
lateral action of movable spindle will be directly transmitted to the upper end
of the long rod.
Owing to the use of the curved rod for
transmitting the movement, the range of the instrument, without changing the
fixed spindle, is limited; the actual amount is approximately 50/1000 or one
twentieth of an inch. Before using the instrument a dial indicator is mounted
on end of the long rod. A split collar and a setscrew is provided to keep the
indicator rigid. To permit the instrument to be used over a range of diameters,
a set of spindles of various lengths is supplied together with a set of
washers.
SCREW PITCH GAGE
The screw pitch gage or thread
is used to measure the number of threads per inch on a threaded fastener.

THICKNESS GAGE
These gages
consist of metal leaves ranging from as thin as 0.0001 in to as thick as
.060in. The thickness gage is used to determine the dimension of a gap or the
clearance between two parts such as set of breaker points.

Thank you for reading This Article.../

0 comments:
Post a Comment